




多年行业经验专注 等边角钢行业,只为您提供放心的产品。货源稳定、库存充足、满足客户量大的需求。工艺严选、厂家成熟、材质直供。

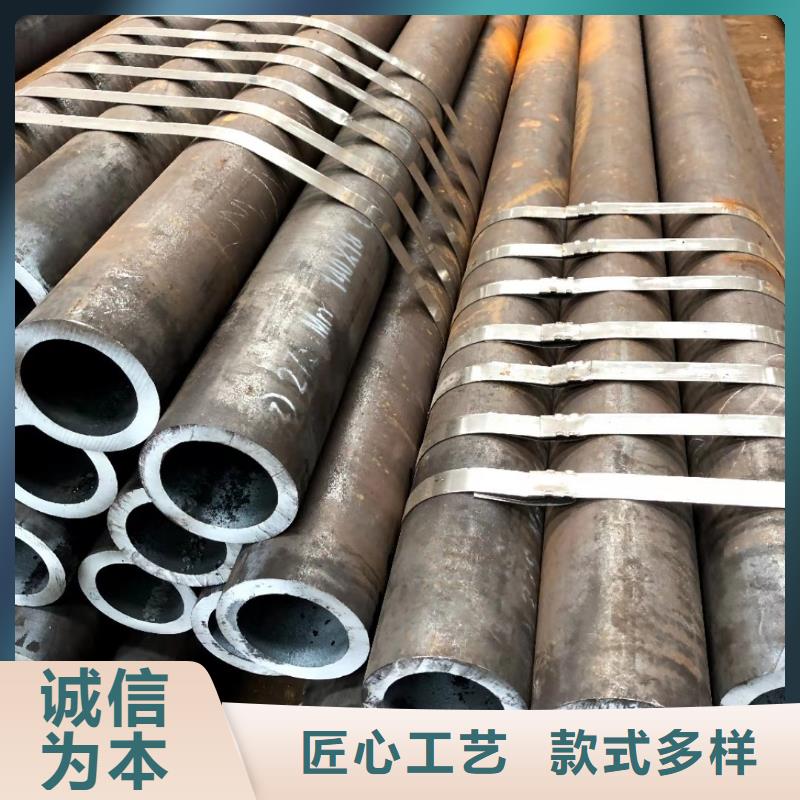
冷拔无缝钢管Q34520#标准 所谓冷拔精拔管,就是在不加热的情况下对金属精拔管共建用冷拔机拔长,优点是不用在高温下进行,缺点是残余应力较大,且不能拔得太长冷拔可提高韧性和抗拉强度得到较好的力学性能。冷拔(轧)无缝精拔管流程:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
有很多种类的钢管,面对这样的竞争,都被夺走了,很大的市场份额。但有着一种钢管,出现的时间,已经有了很多年了。但很多行业,对于这种钢管的需求量,依旧是非常的大,这就是精密钢管。为什么这些行业,会选择精密钢管呢?这就是因为精密钢管,进行了冷变形的强化,这使得钢管,可以去适应,更加复杂的使用情况。因为冷变形强化,在实际的生产中,有着非常重要的意义。因为并不是所有的材料,都可以进行热处理。1.外径更小。2、穿孔机前台送料口(进口嘴)凄压紧,不能有摆动现象。



冷拔(轧)20号精拔无缝钢管的轧制方法较热轧(挤压20号精拔无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。20号精拔无缝钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若20号精拔无缝钢管内部有裂纹,气泡等问题,将被探测出。20号精拔无缝钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
当两端预留切除余量较少时,由于检测装置的结构原因,两端头有时得不到有效的检测,而端头是有可能存在裂纹或其他缺陷的部位,如果端头存在有潜在的裂纹倾向,安装时的焊接热影响也有可能使潜在的裂纹扩展。因此,也应注意对焊后20号精拔无缝钢管一定区域的检测,及时发现钢管端头缺陷的扩展,对在线使用奥氏体20号精拔无缝钢管,当绝热层损坏或可能有雨水渗进的部位,应注意进行渗透检测,以发现应力腐蚀裂纹或点蚀等缺陷。但磁粉或渗透检测只能对钢管外表面进行检测,对内表面的缺陷则无能为力,对内表面的检测,特别是裂纹类缺陷的检测,必须通过超声波检测来进行。


